24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


�������C�����
1,�ΙC��
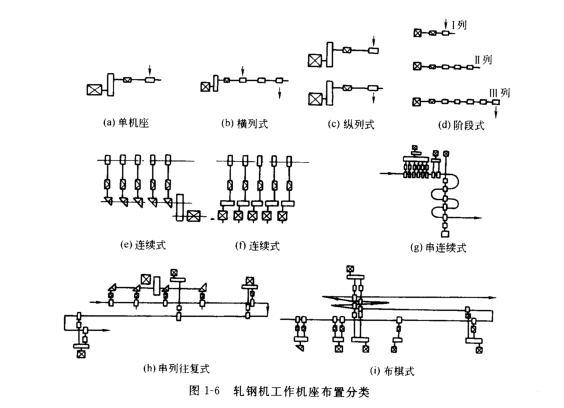
�@�N܈�C������ʽ�^���Σ�܈�܇�gֻ��һ�������C��������늄әC�͂���ϵ�y���M�ɣ������D1-6a�����@�N�������ڣ�܈�ƾ��͔���Ķ�݁����ʽ܈�C����܈�C�������C������c****܈�C����܈��䓹ܺ���܈䓰弰��䓵Ķ�݁������ʽ܈�C��
2,�M��ʽ
�ׂ������C���M�г�һ�ţ���һ�_늄әC���^���õĜp�ٙC���X݆�����ӣ�Ҋ�D1-6b�����@�N���õ����c���O�了�Σ���r�ͣ����ڽ��죬�ڰlչ�ط���F���I�������˺ܴ����ã��^ȥ��С�����܇�g����ô���ã��F��u��̭������Ҫȱ�c������һ�_늄әC�ӣ����������C����܈݁�D����ͬ����܈���ٶȲ����S��܈���L�ȵ����ӣ�����܈�����죩����ߡ�ͬ�r܈����һ���C���͵���һ�C���r��������M���Ƅӣ��Ȳ����㣬�����������a�ʵ���ߡ���һ���C���У������C���Ĕ�Ŀ����܈�C�IJ�ͬ��;���_2~5�_���M��ʽ��������܈����䓣����ĵȡ�
3,�v��ʽ
�ɂ������C����܈��܈�Ʒ�������ų�һ�У�܈�������ڸ��C�����M��܈�ƣ�Ҋ�D1-6c����ÿ���C���Ϊ����ӣ�܈݁���D���S��܈���L�ȵ���������ߡ��@�N���ó����ڸ����a�ʵij�܈�C�����܈�C��
4�A����
�@�N������ǰ���N���õĽM�ϣ��ɈD��1-6d����Ҋ����܈�ƾ����β������У����ڿv��ʽ������****�C���У����ڿ����OӋ����Ҫ�����������������C�������ڙM��ʽ�����@�N���ó�����܈����䓣��C���c�C���Ĕ����Q���ڿ����OӋ�ėl����
5�B�mʽ
�ׂ������C����܈�ƾ��ų�һ�У��ɈD1-6 e��f���C��������܈�Ƶ��Σ�����܈��ͬ�r�ڎׂ��C�����M��܈�ơ��B�mʽ܈�C�ǬF������܈䓙C���������a�ʺܸߣ������^�̵ęCе�Ԅӻ��̶Ⱥܸߣ������кܸߵ�܈���ٶȡ���ȱ�c���{�����^���y�����Ҹ�׃܈����Ҏ��rҲ���^���s���mȻ��ˣ������B܈�C���и����a�ʵ�ͻ�����c����������V���Á�܈�Ǝ�䓣����ļ�����ȡ�
6���B�mʽ
܈�Ʊ��^���s�Ĕ��棨��䓣���䓵ȣ�������B܈�C�{�����s��ͨ�����ð��B�mʽ��Ҋ�D1-6g���������Ƀɂ��C���M�ɣ�����һ�M���ó��B�mʽ����܈�C�M������һ�M���óəM��ʽ��܈�C�M���A��ʽ��
7��������ʽ
�@�N������D��1-6h����ʾ�����C����Ŀ���B܈�Cһ�ӣ����M��������܈�aƷ��Ҫ��܈�Ƶ��Ρ�܈����ÿ���C����ֻ܈һ�����c�B܈�C��ֻͬ̎�Ю�܈����ǰ�Լ�����ȫ��܈����M���һ�C�����@�Ӿͽ�Q�ˏ��s������䓁���߸�r���{�����y���}�����˜p�ُS�����L�ȣ�܈�Cƽ�е��ųɎ��С�܈����һ�е���һ�Еr�m���M���Ƅӣ�����@�N����Ҳ�ɷQ��MԽʽ����QԽҰʽ�����@�N���õĸ����C���У�܈���ٶ��S��܈����һ���C������һ���C�����������ߣ����@�N�������a�ʺܸߡ��������V�����ڸ����a�ʵĴ�����܈�C�ϡ�
8����ʽ
���ɴ�������ʽ׃�����ã��c���оW���ǻ�����ͬ���^�e���ڞ���ʹ���ø���o��������ęC�����ó��������ʽ��Ҋ�D1-6i�����ʹ�������ʽһ�ӣ�ÿ�����Լ��Ĺ����C���c܈���ٶȣ���Ҳ�V�����ڸ����a�ʵĴ�����܈�C�ϡ�






















 ԥ���W���� 41910102000680̖
ԥ���W���� 41910102000680̖