24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


䓹ܷ֞麸��䓹ܺ͟o�p䓹܃ɴ������䓹����Î�䓺��Ӷ��ɡ����o�p䓹���Ҫ��܈�����a����ӹ������П�܈����܈����������
һ����܈�o�p䓹�
��܈�o�p䓹ܵ����a��ˇ�^���nj����Ĺ�������V���ײ�܈�ɷ��ϮaƷ�˜ʵ�䓹ܡ������^�������ɂ�׃�ι���
��һ������
�������Ĺ܉Ĵ��׳ɿ���ë�ܡ���Ҋ�Ĺ܉Ĵ�������б܈���ף���ݚ�����᠖����ݚ�������������ƗU���� ��PPM�� �����N����D 8-1 ��ʾ������߀��ֱ�Ӳ����x�ĝ�ע���B�T�c������۵ȷ����@�ÿ��Ĺ�������ʡȥ������

������܈��
܈�����nj�����ë��܈�ɽӽ���Ʒ�ߴ�ĻĹܡ���Ҋ��܈�ܷ������Ԅ�܈�ܙC���B�mʽ܈�ܙC��ȫ����ʽ MM���ބ��İ� MPM����Ƥ����܈�ܙC������ʽ܈�ܙC������ݚ܈�ܙC�����᠖܈�ܙC��픹ܙC��䓟�D���C����D 8-2��ʾ��
䓹����a�У����aƷƷ�NҎ������a������Ҫ��ͬ�����x�ò�ͬ��͵�܈�ܙC�����ò�ͬ��͵�܈�ܙC܈�ܕr������܈�����\�ӗl����������B�l��������׃���������a�ʵȗl����ͬ���ʱ�횞������׃���������a�ʵȷ�����ƥ��Ĵ������������O�䣬�����ͬ��܈�ܙC�͘�����������䓹ܟ�܈�C�M����܈�o�p䓹ܙC�MҲ������܈�ܙC��́����һ���C�M�ľ��w���Q��ԓ�C�M���a䓹ܵ��^��Ҏ���܈�ܙC����́���ʾ�����磬��140 �Ԅ�܈�ܙC�M�����C�M���a���^���⏽�� ��140mm;܈�ܙC��ʽ���Ԅ�܈�ܙC��ͬ����9140 �B�mʽ܈�ܙC�M����133 픹ܙC�M����318 ����ʽ܈�ܙC�M�ȡ���䓹ܟ�D���C�M�t���ÔD���C���^������aƷҎ������ʾ����̖�����磬3150 �D��䓹ܙC�M�����D���C���^������3 150t��
�ڟ�܈䓹ܙC�M�У�������߮aƷ�|���͔U��C�M�ĮaƷҎ����ͨ����܈�ܙC�������O�þ����C�������C���p���C��U���C�ȻĹ�܈���O�䣬��D 8-3��ʾ��

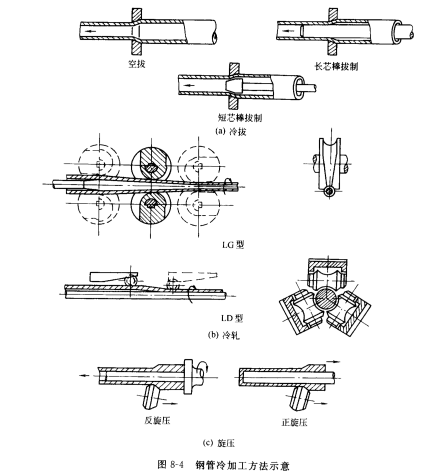
����䓹ܵ���ӹ�
䓹���ӹ���������܈����κ����������N��Ҋ�D 8-4�����������|��Ҳ��һ�N��܈����܈�ܙC�������C��Ҏ���С����܈�ƵĮaƷҎ�� ���^���⏽�� ��܈�ܙC��ʽ����ʾ�� ���磬LG-150��ʾ܈�ܙC����ʽ���݁����ʽ��܈�ܙC��܈��䓹ܵ��^���⏽����150mm��LD-30��ʾ���݁ʽ��܈�ܙC��܈��䓹��^���⏽�� ��30mm����ΙC��Ҏ���������S���~����������С����ΙC�Ă��ӷ�ʽ����ʾ�����磬LB-20��ʾ���~��������20t ���ʽ��ΙC;80t Һ����ΙC��ʾ�~����������80t������Һ�����ӡ�






















 ԥ���W���� 41910102000680̖
ԥ���W���� 41910102000680̖