24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
�gӭ������x�к���Cе��������˾��
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


�����C��ֱ���Á�܈��䓹ܣ�����܈�ܙC����Ҫ�M�ɲ��֡������C�ܵęC�������ڹ��ߣ�܈��݁��܈�ۉK��о���ȣ� �ĸ��Q�����������Ą��Ⱥ͏��ȡ���܈���^���У������C���еĸ��������͙C�ܱ����a������׃�Σ���������C�ܵĄ��Ⱥ͏��Ȳ��㣬����׃�������o܈�ƾ��Ȏ���������Ӱ푡�
�D 8-15��ʾ��XT-55��܈�ܙC�����C�ܵĽY�����C�ܣ��Ʒ���5���T���Ӽ����C���ϵ���3�Á��c���әC�����B�U���B���C���²����_ 21 �Á���ֹ�����C�����ڃA�����ƄӶ��x�_܈�����ľ����C���²�߀�ЃɌ��M�ף������b���L݆1���S�������е�܈�C�ϝL݆�ѸĞ黬�塣
����܈ݚ16 ���b���S���� 12 �еĝL���S�� 15 �ϡ��S�������ڙC�ܵĴ����С�����܈݁݁�i���b���Ą��X݆ 11 �� 22�����⣬����܈ݚ݁�S��߀�b�������X݆10�������X݆�̶��ڙC���ϵ��X�l�����ϡ�������܈݁���S�������@�пף����а���ƽ�⏗��2���Á�ƽ����܈݁�Լ��b��܈݁�ϵ�ȫ��������ϡ���܈݁���S�������w�� 23�̶��ڴ����С���܈݁������ֱ������Ƅӣ������Ƅӿ��{���b����܈݁�S�����͙C��֮�g��бШ7�팍�F(xi��n)��бШλ�õ��{����������˨ 4܈݁���S���Ƅӣ�ͨ�^��һ���ɄӉ��� 23 �� 6 ����� 8 ��������Q�o�������?sh��)��k���팍�F(xi��n)��
����Ȥ�����а�ȫ�b�õ�ǰ�Эh(hu��n) 13���_�^ 14�����Эh(hu��n)��܈��ؓ�ɳ�ӑ���Sֵ�r�l(f��)���Ɖģ��Ķ���܈݁�������C�ܵ������������o���á�
܈�ۉK 18 �������ݽz 17�̶��ڹ���܈݁���в��У�ͨ�^�b��܈�ۉK��݁���Ϗ���̲��еăɂ�бШ 19��Ť�؏�܈݁����܈�ۉK����������˨ 20�Q�o����9�Á��B��ƽ���b�õ��B�U��
�����������Ӽ����әC��
�����Ӱ�����늄әC�͜p�ٙC����܈�ܙC���ý���늄әC��ֱ��늄әC�ӡ�ֱ��늄әC������D���{�����Á���С����܈�ܙC���@Щ܈�C܈�Ƶ�䓹ܳߴ��䓷N׃���࣬��Ҫ������׃܈���ٶȡ����ڌ��õ��Լ���������܈�ܙC�� �ý���늄әC�ӱ��^�������Ԝp��Ͷ�Y��
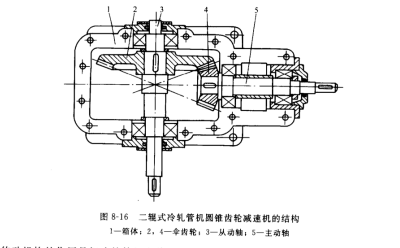
�����ӵĜp�ٙC�ЈA�F�X݆�p�ٙC�͈A�F-�A���X݆�p�ٙC���ÈA�F�X݆�p�ٙC�ă�(y��u)�c�ǡ������ӿɲ��ó��c܈�ƾ�ƽ�У��ԜpС�C�еČ��ȡ��A�F�X݆�p�ٙC�ĽY����D 8-16 ��ʾ�������w1�а��b��2��3���b�������S5�͏Ą��S�ϵĂ��X݆��
��ǰ��������܈�ܙC���������ԵĹ����ƶȣ����ϵ�׃�β����B�m(x��)�M�еģ����Ǿֲ��ĺ��g��ġ��ڛ]��׃�ε��gЪ�r�g������M�����M����D�����ͬ�r�M�С����ڶ�ݚʽ��܈�ܙC�V�����î������C��̎�ں�O��λ�Õr���M���ϡ��������C��̎��ǰ�O��λ�Õr���D���ϵ����M���D�ƶȡ��ڶ�݁ʽ��܈���ϣ�-һ�㮔�����C��̎�ں�O��λ�Õr��ͬ�r���M����D���ϡ�Ҳ���Բ����������M���D�ƶȡ� �������C��̎�ں�O��λ�Õr���M���Ϻ���
�C��̎��ǰ����O��λ�Õr�����D����; ���߮� �����C��̎��ǰ�� ��O��λ�Õr�����M���ϣ����������C��̎��ǰ�O��λ�Õr���D���ϡ�
���F(xi��n)�������M����D�ęC���������M���D�C�������ֻ�й��ϲ���܈݁���|�r�����M�����M����D����ˣ����M���D�C���Ą������H�����������ԣ����ұ���c�����C�ܵ��\�����f(xi��)�{��ʹ���߇���ͬ����
���M���D�C�������C���ϵ����M������ 3��40mm �������M��ƽ����ּ��{�����䲻����ȑ�������15%���˻����������� 205mm��
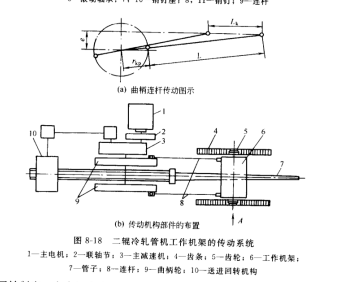
���ϵ��^С���D�ǿ��@�Ӵ_����̎�ڈD 8-19��ʾ���͂ȱ��_�� ab�����ȵĽ��٣��ڹ��ϻ��D���ڿ��� bc ���֣��� R����돽�Ŀ���픲��A�� �ϣ�܈�ơ���ˣ����ʹ�����ϵ� a �c�����^��ָ�ķ����D�^�����ϵ�b �c�������ϵĻ��D�Ǒ���С�ڿ��͂ȱ��_�ڽǦ¡���30�㡫35�㣩�ăɱ������ڿ����Џ���ĥ�p�����D�Ǒ��OӋ�ɿ�׃�ģ�����ÿ���г̻�ׂ��г̺����Ԅӵ�׃�������^��Ļ��D�Dz��˳��^90�㣬��t���D����ϵ�y(t��ng)�Є��d�����ӡ��@�����M���D�C���Ļ��D�ǣ���܈��ͬһ�����ϕr������ 60�㡫90��֮�g�Ԅ�׃����
���b�Ϻ��{��܈�C�r�����M���D�C�����ܿ��ٺ��B�m(x��)������������܈���Ʒ����Ƅӹ��Ͽ��P��
���ģ����P
���P�ǰ����M���D�C���g���Ե����M�ͻ��D�\�ӂ��o���ϡ����Ӻ�о���U���b�á����M���ϵĿ��P�й��Ͽ��P�����D�ӹ��ϡ����Ӻ�о���U�Ŀ��P�քe�����g���P��ǰ���P��о���U���P������һЩ܈�C�ϣ����ϵ����M�ͻ��D��ͬһ�����Ͽ��P����ɣ��@�ӣ��ڹ��Ͽ��P�ϳ��������M���ϵ��b���⣬߀�O���˿��o�ͻ��D���ϵ��b�ã��Y���^���s��






















 ԥ���W���� 41910102000680̖
ԥ���W���� 41910102000680̖