24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131
24С�r�N�۟ᾀ
138-0382-7591
151-3711-8131


��ε����c�Ƕ����ѭ�h�����a����䓹����a��ѭ�h�^���У����Ʊ���ֻռ 30%��35%�ĕr�g�������r�g�����M�����g�o�������ϡ��ڶ�о�����Ƶ�һ��ѭ�h�У�ԭʼ���Ͻ���eֻ�ܜp�s 32%~38%�����Lо�����Ƶ�һ��ѭ�h�У�ԭʼ���Ͻ���eֻ�ܜp�s 36%��42%������η������a���ڹ���Ҫ3��5��ѭ�h�����ˌ��F䓹ܵ���Σ���Ҫ���ô������o���O��ͺܴ�ďS������������a���д����Ľ��������^�������F����ʽ���ĵ��ˡ�����η������a�ߺϽ�䓹ܱ��^���y��
��η����ă��c�����a�`����ߺ��Σ���ΙC�Y�����Ρ����ײ����;S�o�����a�ʸߡ���݁ʽ��܈�ܙC����܈䓹ܵ����c����ÿһѭ�h���п��ܰѹ��ϵĽ���e�pС 75%��85%���@���������܈�^���н��ٵ�׃�Ηl������Εr�õöࡣ����܈�������a���ڹܿɴ��p����Ҫ������o�����Ķ������@���ؽ��ͽ��١�ȼ�ϡ��������o�����ϵ����ģ����Կs�̺������a���̡��ںϽ�䓹��Լ�������䓹ܵ����a�У�������܈������Ч�ˡ�
һ����܈�ܙC�ĽM�ɺͲ���
Ŀǰ����܈�ķ�������܈��ֱ���� ��4��450mm����Ȟ�0.2��35mm�ܲġ�����܈�C��Ҫ���݁ʽ��܈�ܙC�Ͷ�݁ʽ��܈�ܙC����܈�ܙC�����ɸ��N�O��͙C���M�ɣ�һ��������ׂ����֡�
��һ��܈���O��
�ɹ����C�ܡ������C�ܵĵ��������әC����ǰ���P�����g���P�M�ɣ��@һ���� �O���Á�ֱ��܈��䓹ܡ�
�����������_
���ô�܈�Ĺ��Ϻ���܈�ƕr���M�ͻ��D���ϣ������b���_�����ļܡ����M���D�C���� �����ӡ����Ͽ��P��
���������_
�@һ���֙C���Á����b�ϕr�Ƅ�о���U����܈�ƕr�̶�о���U������о���U���P�Ĺ̶��C����о���U���ؙC�������ؙC���Ă��әC�������g�B�Ӳ��֡�
���ģ������_
�Á��ռ�܈�ƺ��䓹ܣ�������l���Ͽ��ڃȵ����ϲۡ�䏺͓��ϙC��
���壩Һ���ٿv�b��
�Á탦�ͺ����Һ�����ͣ������á������y���������������ܵȡ�
��������������sϵ�y
�Á�����܈�ܙC�����C�������Ϻ���܈���ӹ��������ͺ���sҺ�����Է֞�ϡ��վ������վ����sҺվ����܈�ܙC�O���ƽ�沼�ã���D 8-13��ʾ��
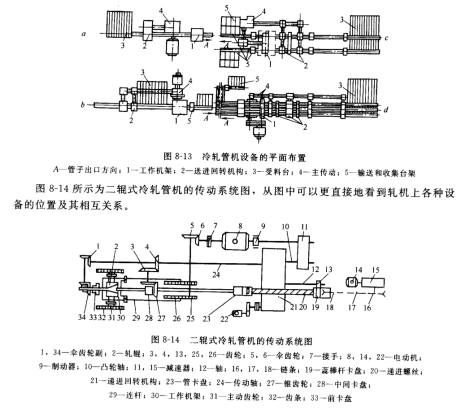
�����C��30����늄әC8ͨ�^����7�͂��X݆��5��6���ӡ��X݆ 5ʹ�X݆ 25�� 26 ���ӣ��X݆ 26 ͨ�^�B�U 29ʹ�����C���������Ƅӡ��ڹ����C���������Ƅӵ�ͬ�r���b��܈݁ݚ�i�˲��������X݆ 31�����̶��ڙC���ϵijߗl 32 �L�ӣ�����܈ݚ 2��ͬ�������D�ӡ���늄әC߀ͨ�^�p�ٙC 11ʹ���M���D�C�� 21��݆�S 10�D�ӡ�����늄әC�S���b���Ƅ��� 9�����M���D�C������ǰ���P 33 �����g���P 28�Ă����S 24������ʹ���Ͽ��P 23 �\�ӵ����M�ݽz 20 �Լ��S 12���S 12 ���b���X݆ 13���X݆ 13ͬо���U���P�ϵ��X݆����ʹ���D�ӡ�
�����M���D�C���ϵ��X݆�����������M�z���ϵ����~��ĸ�r�����M�z�ܺ��Ͽ��P��܈�Ʒ����Ƅӡ����M�z�ܺ��Ͽ��P����һ��늄әC 22���������ٷ��ء�
���g���P 28���S�ɂ����S 24 ͨ�^�X݆ 4��3�� 27 ���ӣ���ǰ���P���S�tͨ�^���X݆��1 ��34 ���ӡ�о���U���P19 ��朗l17���݆ 18 �c16���ӡ������݆16��늄әC14ͨ�^�p�ٙC 15 ���ӡ���ͬ��ʽ��܈�C�����ϵ�y����һЩ�^�e���e���o���b�á�
��ݚʽ��܈���ܙC�Ă���ϵ�y�c��݁ʽ܈�C�ě]��ԭ�t�^�e����݁ʽ��܈�ܙC����늄әCͨ��������܇�g��ƽ�����¡���늄әCͨ�^Ƥ��݆���������B�U�C���������X݆�D�ӡ����������B�U�C���ܗUϵ�y�����C�ܺ�܈݁�ܮa�������Ƅӡ��ܗUϵ�y�����ڹ����C�ܵ�ǰ�����档






















 ԥ���W���� 41910102000680̖
ԥ���W���� 41910102000680̖